SCADA (Supervisory Control and Data Acquisition) software can significantly improve reporting practices and boost plant profits through various engineering mechanisms. Here’s a technical explanation of how SCADA software achieves this:
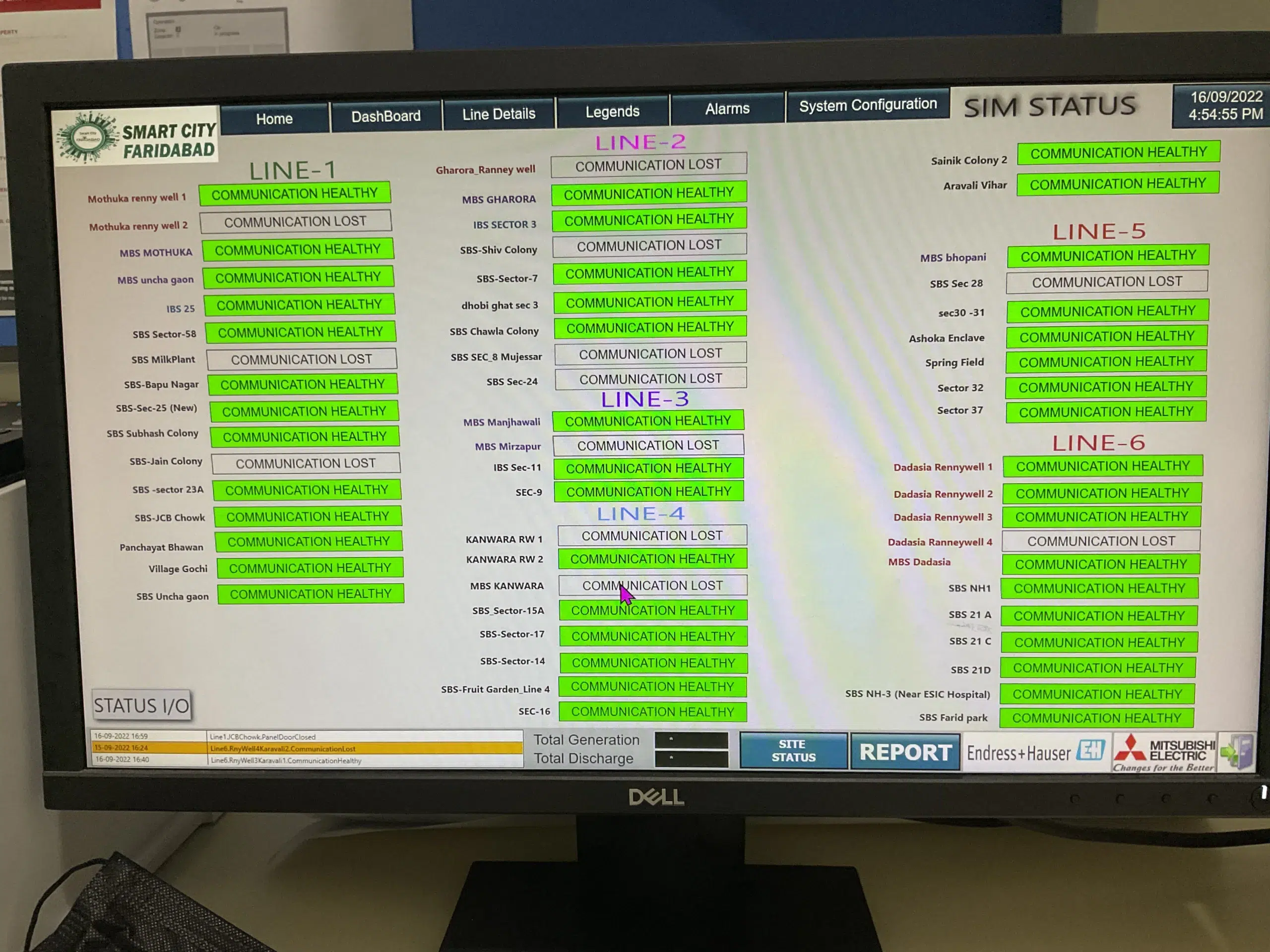
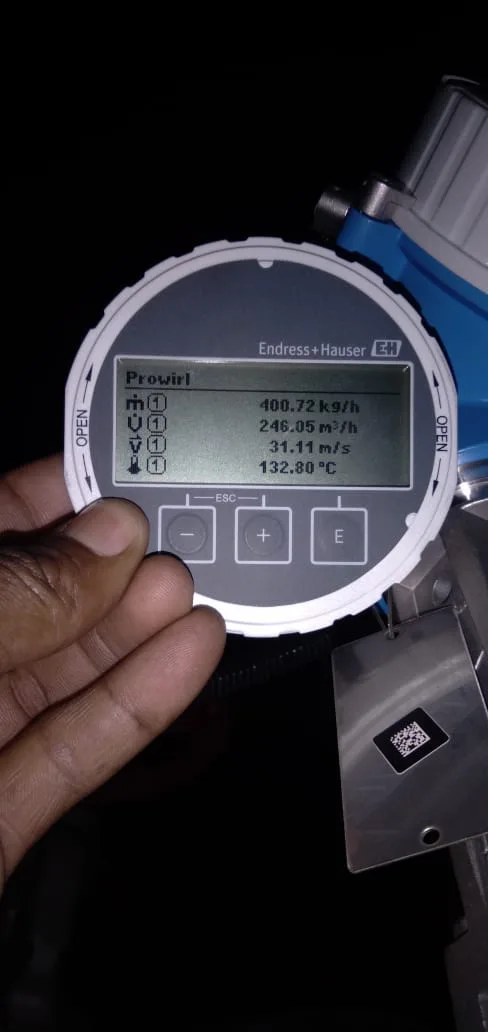
1. Enhanced Data Collection: SCADA software collects real-time data from a wide range of sensors, instruments, and control devices throughout the plant. This data includes parameters such as temperature, pressure, flow rates, and more. By replacing bad reporting practices, SCADA ensures accurate and reliable data collection, eliminating errors or inconsistencies that could impact profitability.
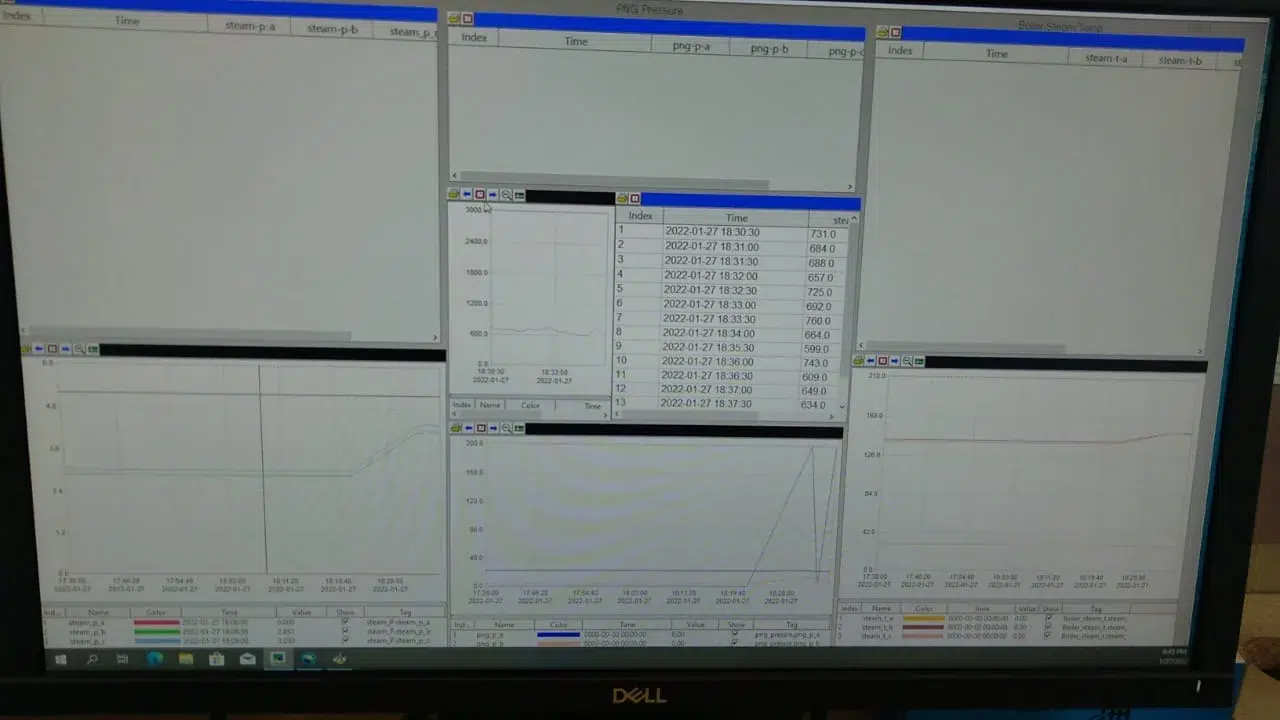
2. Advanced Data Processing: SCADA software processes the collected data using sophisticated algorithms and analytical tools. It can perform calculations, statistical analysis, and data correlations to extract valuable insights from the raw data. This enables engineers to identify performance trends, anomalies, and areas for improvement, which directly impact plant profitability.
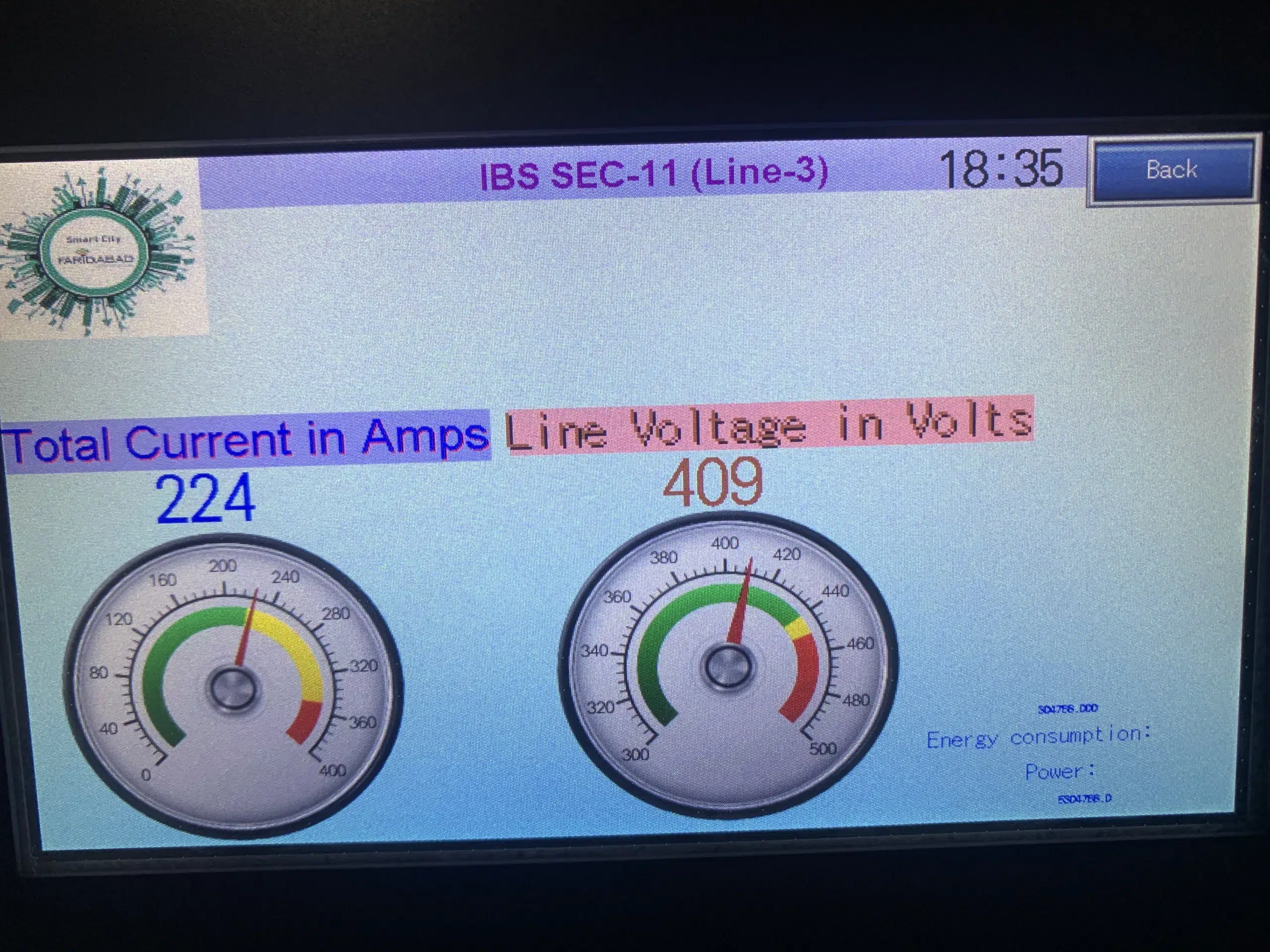
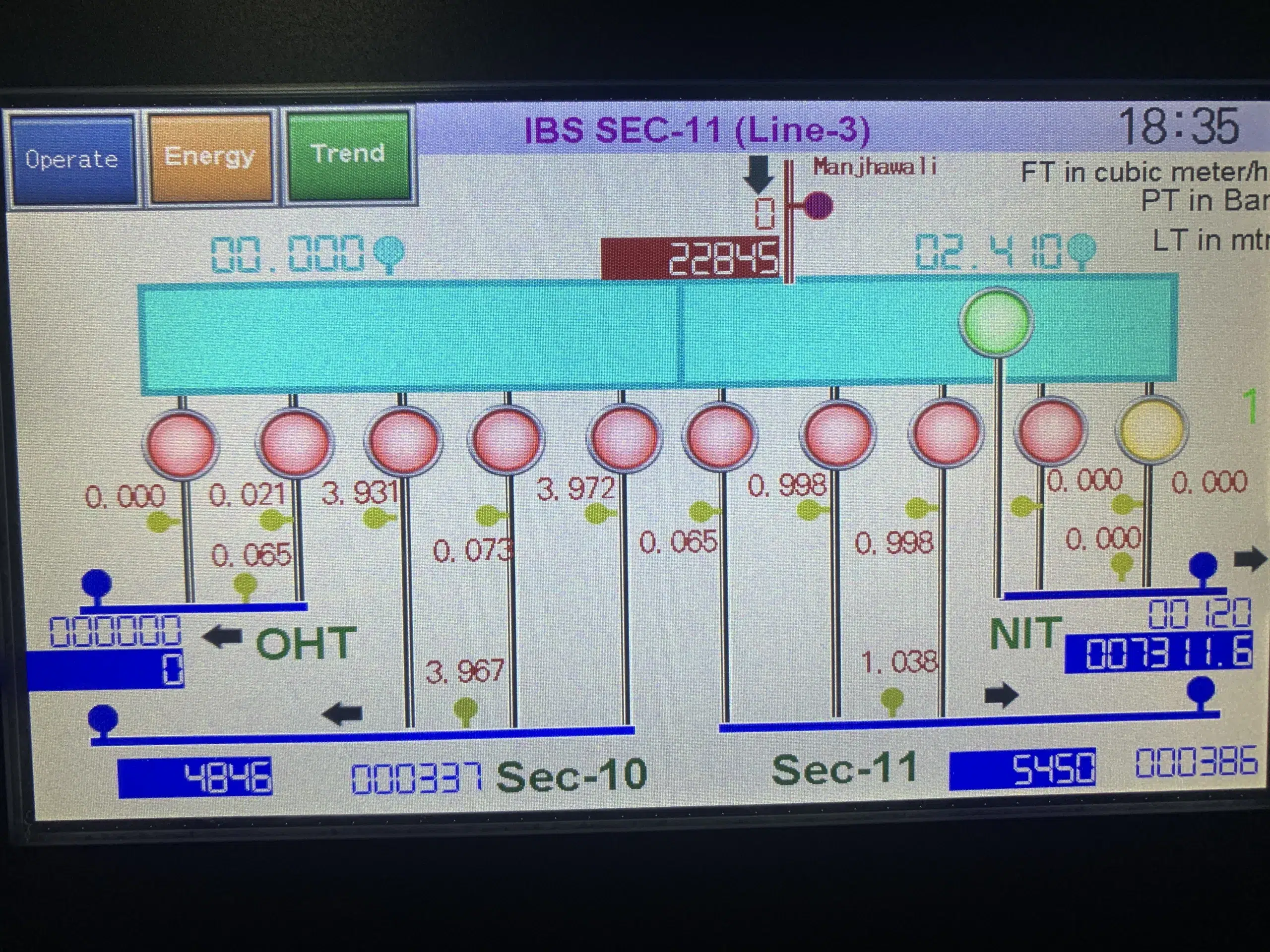
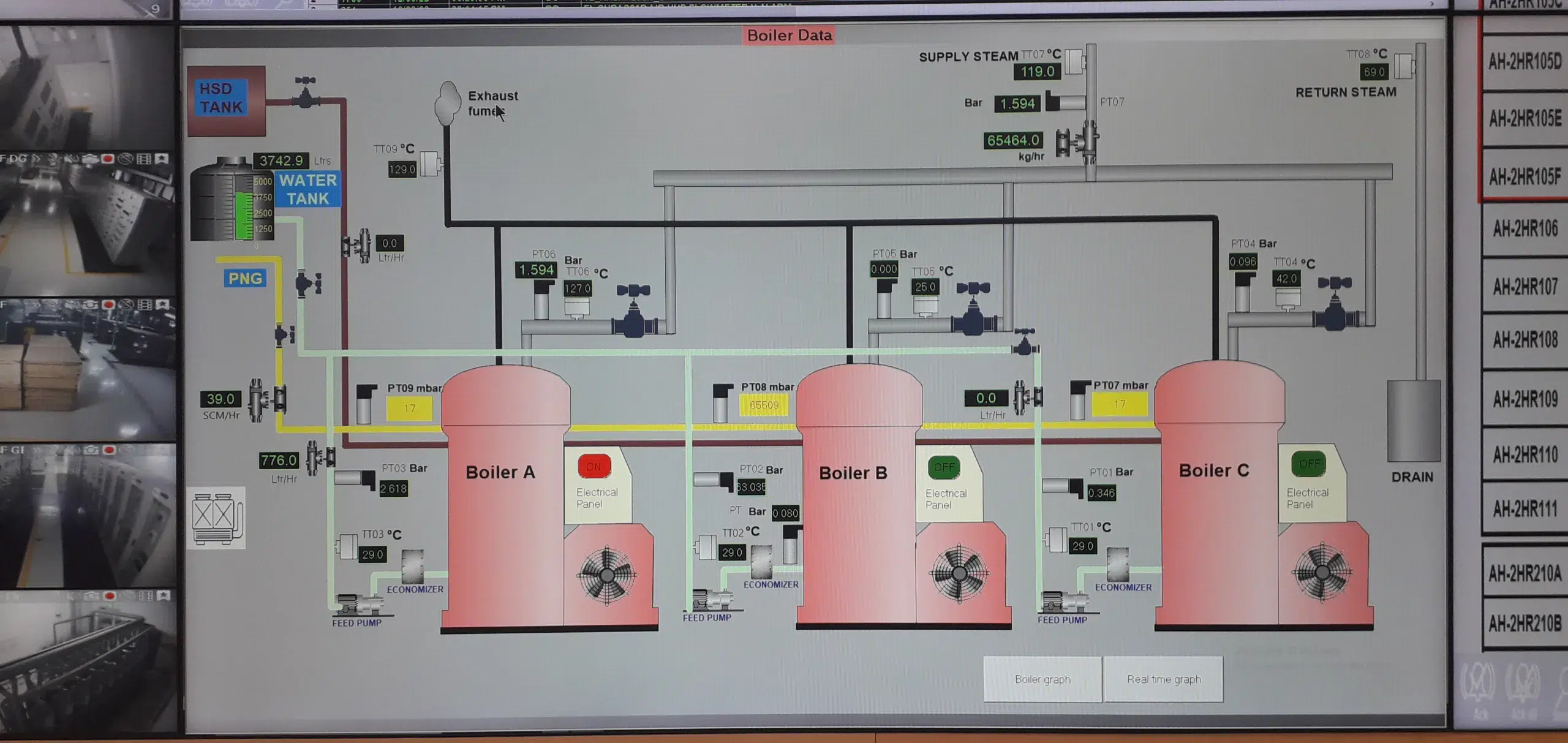
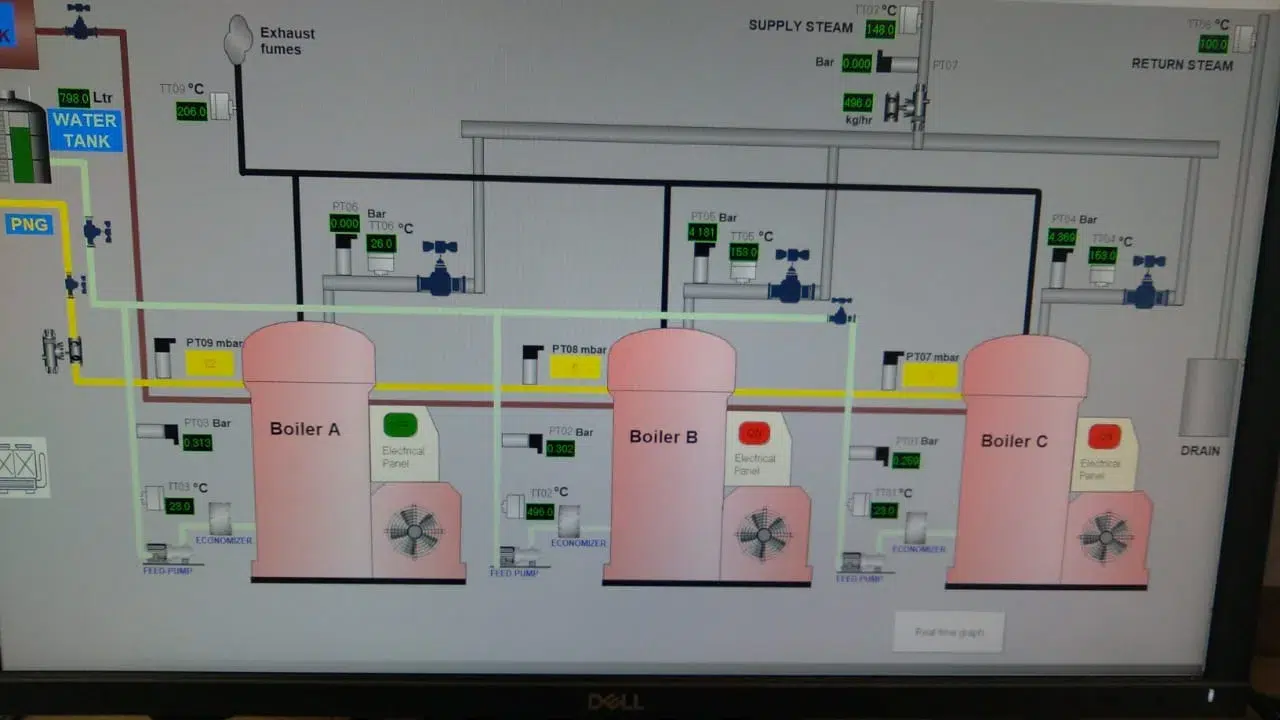
3. Real-time Monitoring and Control: SCADA software provides engineers with a real-time view of the plant’s operational status through intuitive graphical interfaces. They can monitor critical parameters and system performance in real-time, enabling immediate responses to deviations or issues. By swiftly addressing problems, engineers can minimize downtime, optimize processes, and maximize production efficiency, ultimately leading to increased profits.
4. Predictive Maintenance: SCADA software plays a crucial role in implementing predictive maintenance strategies. By continuously monitoring equipment performance and analyzing data patterns, engineers can detect potential failures or deteriorations in advance. This allows for proactive maintenance actions, such as scheduling repairs or component replacements during planned maintenance windows. Preventing unexpected breakdowns helps avoid costly production losses and ensures optimal equipment utilization.
5. Energy Optimization: SCADA software enables engineers to monitor and analyze energy consumption patterns throughout the plant. By identifying energy-intensive areas or processes, engineers can implement energy optimization measures, such as load balancing, scheduling peak demand periods, or optimizing equipment settings. Energy savings directly contribute to increased profitability by reducing operational costs.
6. Performance Analysis and Reporting: SCADA software provides comprehensive reporting capabilities that allow engineers to generate detailed performance reports. These reports highlight key metrics, KPIs (Key Performance Indicators), and performance trends, enabling informed decision-making and strategic planning. By leveraging accurate and insightful reporting, engineers can identify opportunities for cost reduction, process optimization, and operational efficiency, ultimately driving plant profits.
By replacing bad reporting practices with SCADA software, engineers gain access to accurate, real-time data, advanced analytics, and improved monitoring and control capabilities. These engineering-driven benefits lead to optimized processes, enhanced maintenance practices, efficient resource utilization, and data-driven decision-making—all of which contribute to increased plant profits.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}